

金华六角钢管货源充足
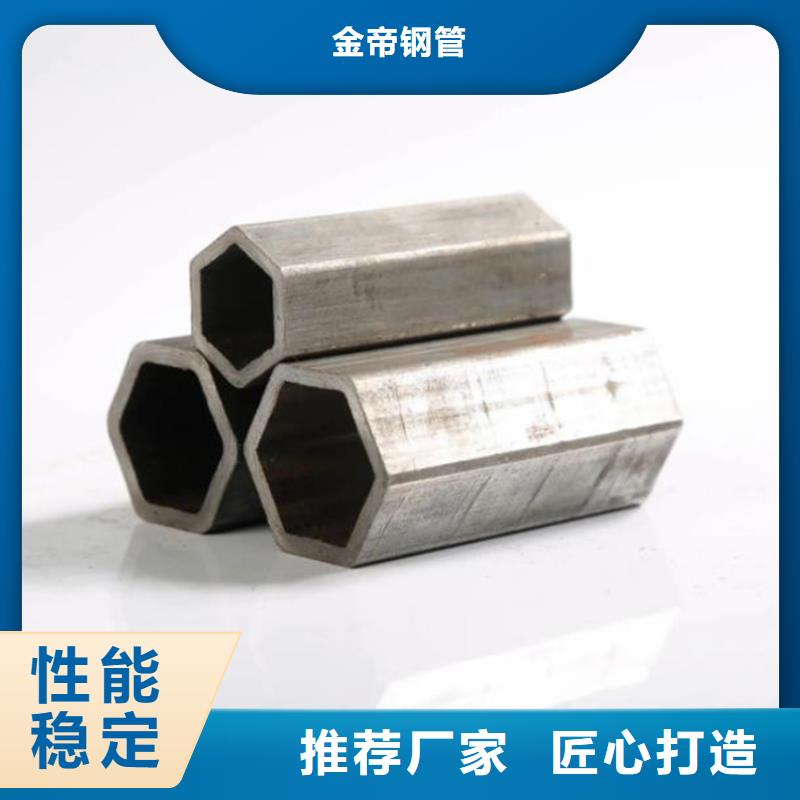
了解不锈钢六角管重要的计算方法,我们给您总结 出以下三种方法,分别是: 方法一:外六角内圆不锈钢管的重量 = 外六角棒的重量 - 内圆棒的重量。设外六 角的对边为a (单位mm),内孔的直径为OD (单位mm),钢管的长度为L (单位 m);则计算公式为:重量(单位KG)=(a2×0.0071-OD2×0.0064)×L。 方法二:不锈钢内外六角管重量 = 外六角棒的重量 - 内六角棒的重量。设外六角 的对边为a (单位mm),内六角的对边长为 b (单位mm),钢管的长度为L (单位 m); 计算公式为:不锈钢六角管的理论重量(单位KG)=(a2-b2)×0.0071×L 。 方法三:不锈钢外圆内六角管重量= 外圆棒的重量 - 内六角棒的重量。设外圆的 直径为OD (单位mm) 内六角的对边长为 b (单位mm),钢管的长度为L (单位 m); 根据计算公式为:(OD2×0.0064-b2×0.0071)×L 计算出来的重量单位是 KG。 以上三个方法的计算希望对您有所帮助,


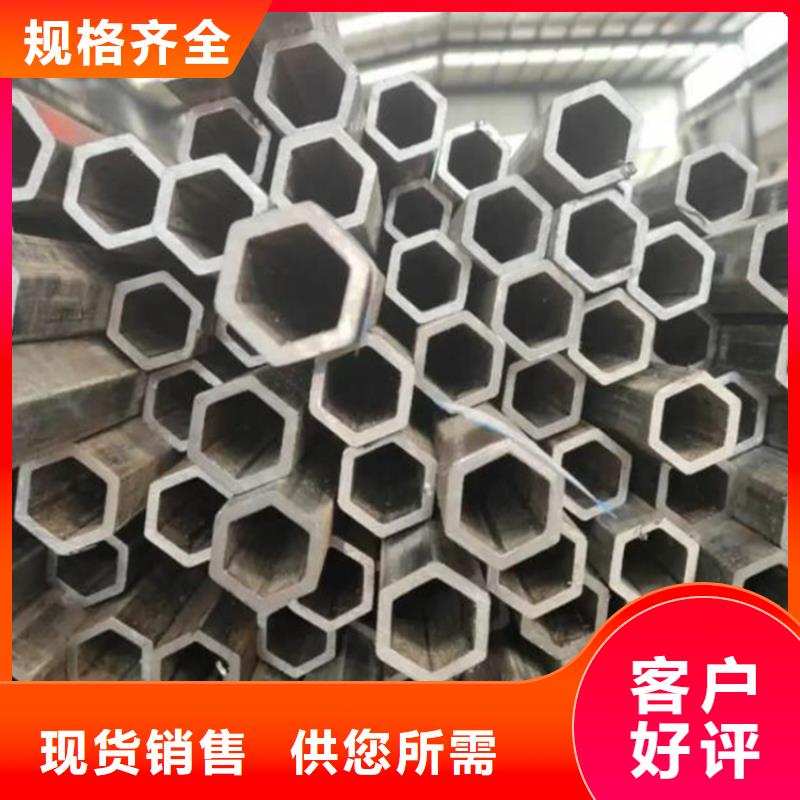
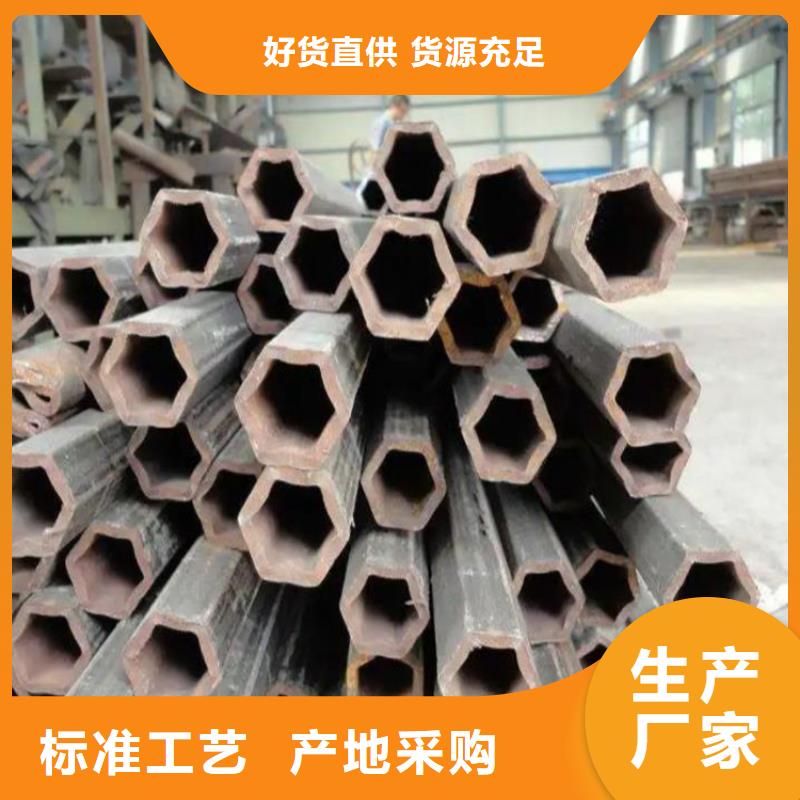
六角管的工艺流程基本上是钢材经过拉拔不仅可获得必要的规格尺寸同时由于加工硬化作用其力学性能也有所提高。六角钢的拉拔工艺流程为:原材料拉拔——退火——酸洗——挂灰——拉拔。必要时还可在拉拔后加校直工序。工艺参数这里主要介绍坯料直径即一次拉拔后六角钢拉拔前的圆钢直径。在液压机上直接压弯的工艺零件折弯后发现以下两方面的缺陷:一是零件偏移。因零件两端为夹角折弯压形时产生定位偏移使零件压形后在圆弧处小两端夹边处大的现象。二是零件两端尖处变形。在这里六角钢厂家,六角钢,临沂凤顺五金工具有限公司提出建议只要做到以下工艺就能够很好的解决上述问题:一是沿折弯浅割口。二是以边定位压弯。三是焊接割口焊缝打光。六角钢拉拔技术方面还是在实践中得来,只要经验多了,工艺技术自然就上去了。
金华六角钢管货源充足 金华六角钢管货源充足
金华六角钢管货源充足

